
www.tillverkning-sverige.com
08
'16
Written on Modified on
Grovbearbetning - med säkerhet
Chuckens roll är fortfarande underskattad, specielt när det kommer till grovbearbetning. Spånavverkningen i denna typ av bearbetning är absolut nödvändig för att få produktivitet i bearbetningsoperationen.Genom att använda speciella krympchuckar med medbringare och spiralskurna spår i skaftet på verktyget är det nu möjligt att utföra fullspårsfräsning upp till 2xD (50 mm) eller mer i tuffa material med hög matning. Studier på applikationer utförda av maskintilverkaren Heller har påvisat effekten av HAIMER Safe-Lock™ system.
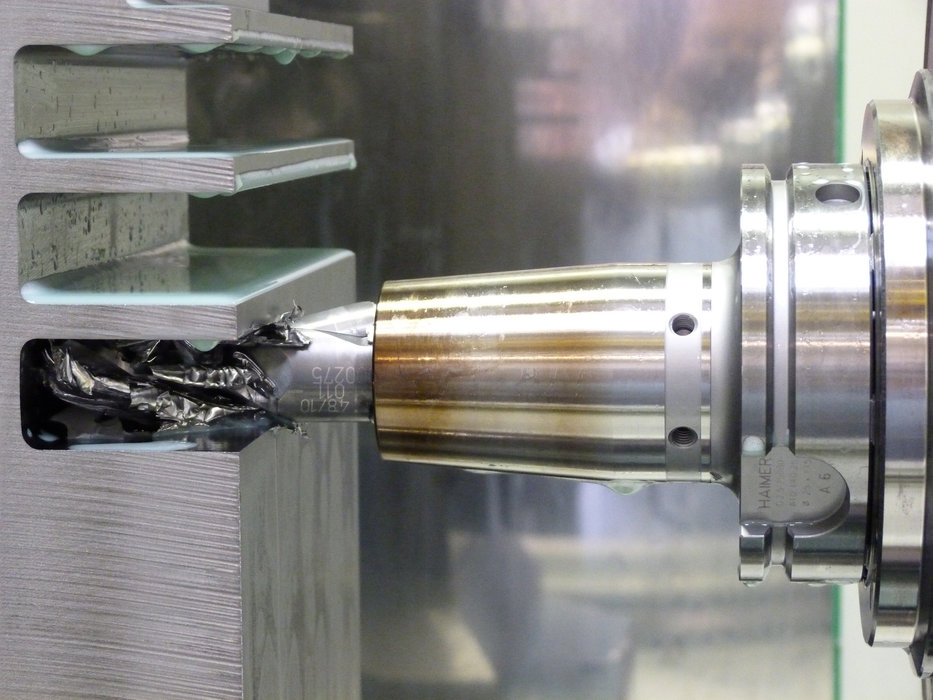
Grovbearbetning i titan: utan Safe-Lock™ drogs verktyget ur chucken och gick av vid ett djup om ap= 2 x D.
Med HAIMER Power eller Heavy Duty Chucks och Safe-Lock™ är det möjligt att med säkerhet fräsa fullspår med ap = 2 x D.
Bilder: Heller / Haimer
Speciellt inom flyg-, energi- och mekanisk bearbetning, måste ingenjörer och tekniker överbrygga gapet mellan ekonomisk effektivitet och processäkerhet när man jobbar med svårbearbetade material.Lyckligtvis finns vetskapen om att utvecklingen inom maskinutvecklingen fortgår och nya innovationer kommer ut på marknaden.Heller är en välkänd källa som inspiration för dessa nya innovationer.Företaget, lokaliserat i Nuertingen, Tyskland, är känt för sina högkvalitativa 4 och 5-axliga CNC bearbetningsmaskiner, CNC Fleroperationsmaskiner, CNC maskiner för vevaxlaroch kamaxlar,likväl för flexibla bearbetningssystem.Kunder värderar tillgänglighet av produkter och kompetens när det kommer till speciella krav.Båda kvalitéer härstammar från Hellers egna bearbetning, som bygger på nära sammarbete med kunder, leverantörer och forskningsinstitut för att bibehålla spetsen inom innovationer.
Grovbearbetning är en riktigt lyckad process
Werner Kirsten, som jobbar på Hellers Tekniska utveckling, och är ansvarig för “svårbearbetade material”, förklarar: “vår service inkluderar optimering av maskinprocesser tillsammans med våra kunder och leverantörer.
För att kunna supporta med praktiska test, är vårt eget Tekniska Center utrustat med en mängd olika maskiner”.I de flesta fall är målet att öka produktivitet utan att göra avkall på processäkerheten.Tekniker Kirsten tillägger, "Oftast når vi målet genom att optimera grovbearbetningen vilket i sin tur ger en minskad finbearbetning.Genom att bibehålla samma tekniska värden, men att minska finbearbetningens skärdjup med 50%, kan den totala bearbetningstiden halveras.Men, detta kräver en processäkerhet och kontroll under grovbearbetningen”.
Med denna vetskap, så måste alla komponenter i processkedjan tas i beaktning för stt kunna öka produktivitet. Bearbetningsmaskinen är den mest vitala delen i bearbetningsprocessen, men det skärande verktyget, hållande verktyget, kylsystemet och andra delar är även dessa viktiga för en lyckad process. "I slutändan är det den svagaste länken i kedjan som förhindrar en succé”, betonar Werner Kirsten. Hans åsikt är att de flesta bearbetningsföretag inte bryr sig tillräckligt om sina hållande verktyg även fast de är en betydande del för att klara av kraftig grovberarbetning. "Många av testerna vi har utfört under de senaste åren har bevisat detta” förklarar Werner Kirsten. Vi insåg att chucken har en enorm påverkan på bearbetningsprocessen.I fallet med förstärkta krympchuckar, som exempel, var risken för vibrationer mindre (på grund av en större massa i chucken). Resultatet är en mjukare bearbetningsprocess med mindre vibrationer och bättre ytfinhet utan att byta det skärande verktyget, maskin, process parametrar eller fixturer."
Hållande verktyg–en viktig faktor för produktivitet
Genom att välja rätt verktygshållare kan man nå bra produktivitet och ytfinhet även vid användandet av enklare skärande verktyg. Werner Kirsten jämför med liknande test gjorda med enklare 4-skäriga verktyg utan invändig kylning.Som alternativ till en standard krympchuck valde han HAIMER Power Shrink chuck med Cool Flash för att säkerställa att kylningen transporteras till skäreggarna. "Jämfört med att använda en vanlig krympchuck och extern kylning, kunde vi nå ett signifikativt bättre resultat”.
När en grupp av representanter från flygindustrin, Tekniska Universitetet i Dortmund och det Tekniska Universitetet i Hamburg-Harburg besökte Heller, studerades en svår och speciell bearbetning i Titan Ti-6AI-4V.
Samla nya insikter från svåra tester
Den tillgängliga bearbetningsmaskinen var en 4-axlig Heller H 5000 med växellåda och HSK-A100 spindel, som ger vridmoment upp till 2290 Nm. För att kunna demonstrera potentialen, användes olika 25 mm pinnfräsar för att fräsa fullspår i Titanet. För att kunna simulera verktygshållare som används inom flygindustrin, så använde man sig av förstärkta krympchuckar.Vid ett skärdjup om 0,5 till 1,0xD var bearbetningsprocessen väldigt pålitlig. Men eftersom maskinspindeln inte nyttjades med full kapacitet, bestämde sig testdeltagarna för att öka skärdjupet till 2xD.
Werner Kirsten förklarar: "Under dessa förutsättningar drar sig verktyget ur chucken vid ingrepp, och skapar ett spår som snarare är 2,5xD och mot slutet av spåret knäcks fräsen som ett resultat av att skärkrafterna blir för höga.”
Frässpecialisterna kom överens om att spännkraften i chucken är det som begränsar processen.Så snart det axiella trycket och vibrationer i processen är för höga så drar sig verktyget ur chucken och vandrar djupare in i arbetsstycket.Samtidigt ökar skärtrycket så att verktyget slutligen går sönder och tyvärr skadar det även arbetsstycket.
Anledningar och åtgärder diskuterades intensivt. Slutligen,kom Werner Kirsten på idén att verktygen måste tvingas att röra sig mot spindeln när den hållande kraften överskrids.Detta var när han upptäckte det patenterade HAIMER Safe-Lock™ systemetsom istället för traditionella fastspänningsmetoder har en liknande Helix spiral som verktyget i sig.Teoretiskt, upptäckte han att även om verktyget skulle lossna i chucken när man använder sig av Safe Lock™,så skulle verktyget tryckas in i hållaren igen tack vare den spiralskurna medbringaren och inte in i arbetsstycket.En rörelse som enkelt kan förhindras med hjälp av skruvar för längdinställning.
Förhindra krypande verktyg
Werner Kirsten kom i kontakt med HAIMER, marknadsledande i Europa inom verktygshållande, för att testa Safe-Lock™systemet: "vi ville veta om våra idéer kunde användas i praktiken genom att nyttja systemet från HAIMER i en förlåtande miljö.”Hellers tekniska utvecklare gjorde om tidigare beskrivet test, med et par ändringar. HAIMER Safe-Lock™ låsning las till på hårdmetall fräsarna, samt att applikationen skulle testas i en maskin med en mindre maskinspindel (HSK 63 istället för HSK 100), i en mindre stabil 5-axligmaskinoch med en mindre stabil detaljfixturering.
Resultatet: Även fast dessa ändringar skapar sämreförutsättningar, kunde man nu fräsa ett spår som var 2xD = 50 mm med total processäkerhet. Werner Kirsten berättar: "på detta sätt kunde vi indirekt bevisa att Safe-Lock™ fungerar och att krymptekniken har en ännu större potential med en HSK-A100 spindel, speciellt på 5-axliga maskiner.”Efteråt har detta test i Ti-6AI-4V gjorts om flera gånger, inklusive på flygshowen i Farnborough, där man visade tidigare begränsning vid fullspårsfräsning på 1xD = 25 mm i Titan nu kan dubblas genom att använda sig av Safe-Lock™.
Kirsten summerar resultatet enligt följande: "För grovbearbetning är detta en tillförlitlig process. Därför rekommenderar jag HAIMER Safe-Lock™ systemet, enkelt att använda och ger en ökad processäkerhet till krymptekniken, speciellt med standardverktyg från olika leverantörer.”
Många verktygsleverantörer erbjuder Safe-Lock™ produkter
Från att man tog fram systemet såg HAIMER en stor potential i Safe-Lock™ systemet, detta är anledningen till varför man skapade ett licensprogram för att kunna ge innovativa verktygstillverkare möjligheten att implementera den patenterade låsningen i deras egna verktyg.Resultatet av att skapa ett mer öppet system har blivit en stor succé, med ledande verktygstillverkare som nu har skrivit under licensöverenskommelsen, vilka ärWalter, Widia, Sandvik Coromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG,SGS Tools och senast Mapal.
Genom den stadiga ökningen av Safe-Lock™ verktyg på marknaden via HAIMER och dess licensierade partners, har systemet kommit att bli en ny standard inom High Performance Cutting och ren grovbearbetning.Tack vare populariteten och enkelheten iSafe-Lock™ ersätts det gamla Weldon systemet, främst när nya frässtrategier som trochoidal (dynamisk) fräsning används.VDförHAIMER Gruppen,Andreas Haimer förklarar: "Med vårt Safe-Lock™ system har vi hittat en lösning som kombinerar hög rundgångsnoggrannhet med en 100% säker låsning för verktygsutdragning.Systemet har etablerat sig själv som en standard inom flygindustrin och även generellt inom grovbearbetning. Och nu använder fler och fler företag sig av trochoidal (dynamisk) fräsning där man också byter till Safe-Lock™, av en bra anledning."
Vid dynamisk fräsning, där skärhastighet och skärdjup kan ökas med hjälp av mjukvarusupport, ökas produktiviteten avsevärt.Men, det ökade ingreppet och skärkrafterna som är ett resultat av detta skapas en situation där verktygen vill dra sig ur chucken ganska snabbt.Innan Safe-Lock, unveks detta problem med Weldon skaft och chuckar.Men kunderna var tvugna att offra skärhastighet och noggrannhet på grund av detta system.En krympchuck med Safe-Lock™ erbjuder samma säkerhet som en Weldonchuck, men ger ett stort övertag i noggrannhet och balans. Den ideala balanseringen och rundgångsnoggrannheten hos krympsystemet i kombination med fastspänningssäkerheten hos Safe-Lock™ systemet ger en högre produktivitet genom att det tillåter högre skärhastigheter och ger en ökad verktygslivslängd.

Werner Kirsten, Teknisk utvecklare hos Heller: "Därför förespråkar jag användandet av HAIMER Safe-Lock™ systemet, ett praktiskt, lättanvändt och tillförlitligt system i kombination med krympchuckarna, speciellt vid användandet av standardverktyg från andra tillverkare.”

HAIMER Heavy Duty Krympchuck(mitten) ochPower Shrink Chuck (till höger) bredvid en standard krympchuck.Båda chuckarna till höger kan utrustas med låssytemet Safe-Lock™. Denna kombination ger högsta rundgångsnoggrannhet, processäkerhet och tar bort problemet med verktyg som kryper ur chucken.

För att kunna utrusta verktygshållarna med HAIMER Safe Lock™ systemet så slipas ett spiralskuret spår in i skaftet på verktyget,I kombination med med en speciell medbringarelösning i chucken, förhindrar systemet att verktygen drar sig ur under extrem bearbetning.

Den vibrationsdämpande krympchucken HAIMER Power Shrink Chuck finns också tillgänglig med Cool Flash. Verktyg utan invändig kylning kan dra fördel av kylningen är i direkt kontakt med skäreggarna. Detta resulterar i en mjukare bearbetning och längre verktygslivslängd.

Ledande verktygstillverkare som Walter, Widia, Sandvik Coromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG,SGS Tools och senast Mapal är licensierade partners för HAIMER Safe-Lock™ systemet. Dessa tillverkare erbjuder sina verktyg i solid hårdmetall med Safe-Lock™.
