
www.tillverkning-sverige.com
27
'21
Written on Modified on
Smart Process Gating ger säkerhetsljusridåer med muting med färre sensorer
"Smart Process Gating" tar bort behovet av externa mutingsensorer. Lösningen är baserad på säkerhetsljusridåer från Leuze electronic och är integrerad i MLC 530 SPG-modellen.


Bild 1: Säkerhetsljusridån MLC SPG 530
Hanterings- och monteringssystem innehåller ofta riskzoner som måste skyddas mot obehörig åtkomst. Materialtransport måste dock kunna komma in och ut ur riskzonen. Exempel på sådana system finns inom intralogistik, bil- och förpackningsindustrin. Oftast uppfylls dessa krav med hjälp av optoelektroniska skyddsanordningar som är installerade vid de kritiska områdena. Dessa skyddsanordningar måste dock utformas så att de upptäcker att transportmaterialet närmar sig skyddszonen och sedan tillfälligt överbrygga skyddszonen. På det sättet garanteras felfri passage av transportmaterialet. Skyddszonen får endast överbryggas när transportmaterial närmar sig - personers tillgång till den farliga zonen måste däremot förhindras.
Hittills har ytterligare sensorer krävts för att detektera transportmaterialet - och därmed också för att skilja mellan transportmaterial och människor. Dessa sensorer kallas också ’muting sensorer’ (dämpningssensorer). "Smart Process Gating"-principen (SPG) uppfyller ovannämnda krav utan behov av dessa ytterligare sensorer.
Hittills har ytterligare sensorer krävts för att detektera transportmaterialet - och därmed också för att skilja mellan transportmaterial och människor. Dessa sensorer kallas också ’muting sensorer’ (dämpningssensorer). "Smart Process Gating"-principen (SPG) uppfyller ovannämnda krav utan behov av dessa ytterligare sensorer.

Figur 2: Processtyrt åtkomstskydd med Smart Process Gating (SPG).
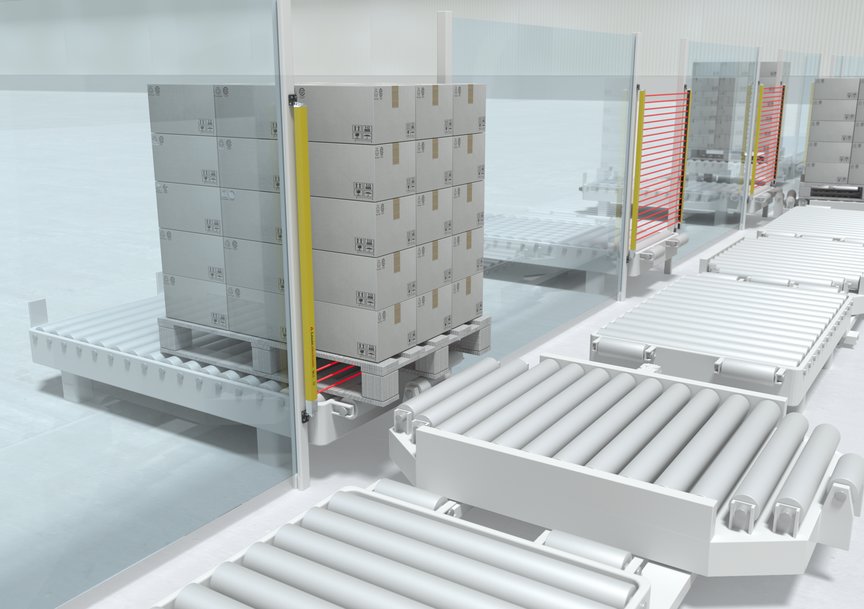
Figur 3: SPG möjliggör ett mycket kompakt systemarrangemang med materialseparation.
Funktionsprincipen
Smart Process Gating-principen (SPG) bygger på typ 4 säkerhetsljusridåer i MLC 500-serien från Leuze electronic. Den implementeras i MLC 530 SPG-modellen. I grundprincipen använder SPG-principen två styrsignaler (figur 3): Den första signalen (CS = Control Signal) tillhandahålls av styrsystemet (PLCn). Inställning av generering av CS-omkopplingssignalen måste göras så att transportmaterialet ligger inom 200 mm från skyddszonen. Detta är nödvändigt för att förhindra att personer slinker igenom. Den andra signalen (PFI = Protective Field Interruption) genereras av säkerhetsljusridån själv när transportmaterialet bryter skyddszonen. Bryggning (gating) av skyddsfältet startas därmed också. Gating slutar antingen efter en fast tid (t), efter att transportmaterialet har lämnat skyddszonen igen eller genom aktiv återställning av omkopplingssignalen CS.
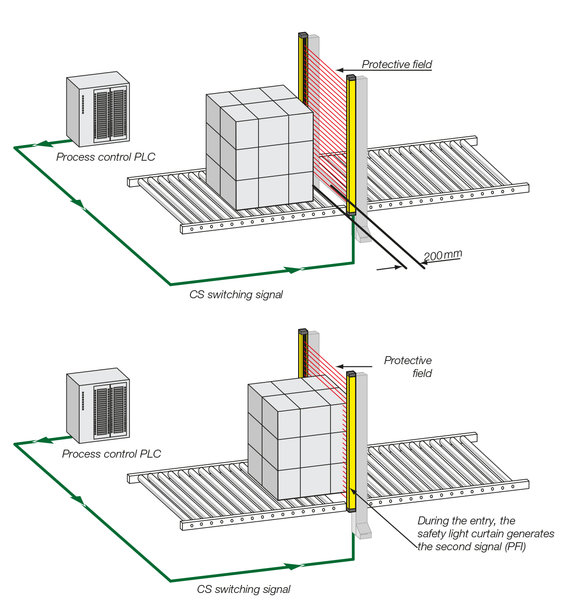
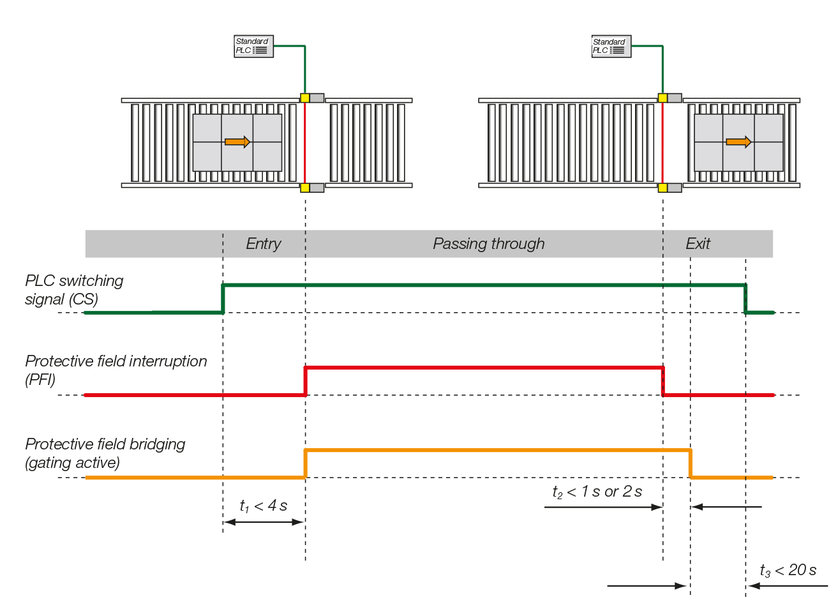
Bild 4: Översikt av funktionsprincipen.
Signalrespons i detalj
När styrsystemet (PLCn) har skickat styrsignalen (CS) till säkerhetsljusridån måste transportmaterialet komma in i skyddszonen inom 4 sekunder (t1, figur 4). Under inträde genererar säkerhetsljusridån den andra signalen (PFI) och startar därmed bryggningen av skyddszonen (gating). Med grundinställningen måste transportmaterialet passera inom 10 minuter, annars går säkerhetsljusridåns mottagare i spärrläge. Alternativt kan en timeout-förlängning på upp till 100 timmar aktiveras för att möjliggöra stopp under skiftbyte eller över en helg utan att blockera gating-sekvensen.
När transportmaterialet lämnar skyddszonen återställer säkerhetsljusridån signalen som den genererade (PFI) så snart transportmaterialet lämnar skyddszonen. Beroende på det valda driftläget slås skyddszonen antingen på automatiskt igen efter 1 eller 2 sekunder (t2) av säkerhetsljusridån eller så avslutas gating-sekvensen med kontrollen. Åtkomstskydd är nu aktivt igen.
När transportmaterialet lämnar skyddszonen återställer säkerhetsljusridån signalen som den genererade (PFI) så snart transportmaterialet lämnar skyddszonen. Beroende på det valda driftläget slås skyddszonen antingen på automatiskt igen efter 1 eller 2 sekunder (t2) av säkerhetsljusridån eller så avslutas gating-sekvensen med kontrollen. Åtkomstskydd är nu aktivt igen.
Figur 5: Typiskt signalförlopp medan transportmaterial passerar genom skyddszonen.
Tillämpningsoptimerade driftlägen
SPG-principen fungerar i tre driftslägen för att anpassa sig till olika användningsområden. Dessa är implementerade i säkerhetsljusridån MLC 530 SPG (tabell 1).
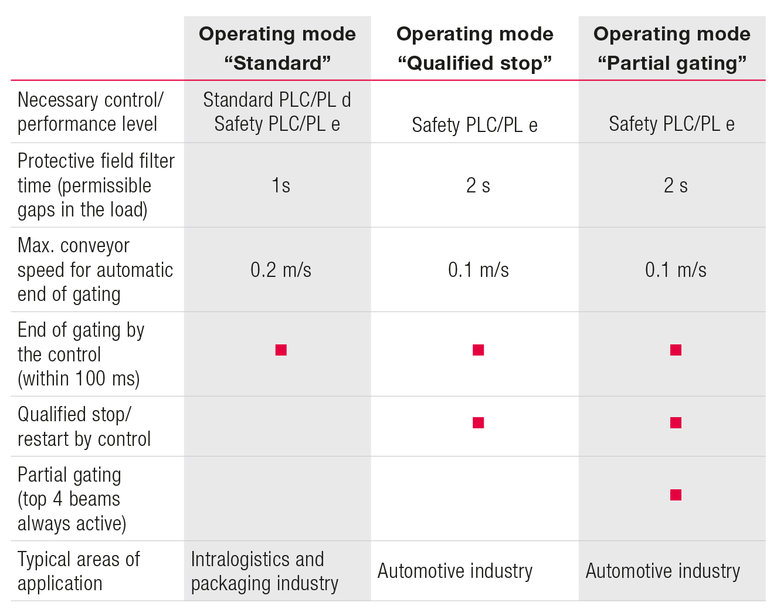
Tabell 1: Översikt driftslägen.
Driftläget "standard" används framför allt i tillämpningar inom intralogistiken. Den integrerade filtertiden på 1 sekund innebär att ljusridåns ljusstrålar får fri sikt under ett tidsfönster på upp till 1 sekund, dvs de får inte brytas av transportmaterialet. Detta innebär att luckor är tillåtna i transportmaterialet, såsom de som uppstår när en pall laddas, utan att Gating-sekvensen avslutas. När transportmaterialet har lämnat skyddszonen aktiveras skyddsfunktionen igen efter 1 sekund när den automatiska "end-of-gating-funktionen" används. Det måste också säkerställas att avståndet mellan transportmaterialet och skyddszonen inte är mer än 200 millimeter när transportmaterialet lämnar skyddszonen, för att förhindra att personer kommer in. Om transportmaterialet rör sig mer än 200 millimeter från skyddszonen inom återaktiveringstiden på 1 sekund kan gating-sekvensen avslutas i förtid med funktionen "End by control". Detta görs genom att återställa CS-signalen. Gating avslutas inom 0,1 sekunder och sedan aktiveras skyddsfunktionen igen (figur 4). Beroende på önskad prestandanivå kan "standard"-läget styras via en standard-PLC eller med en säkerhets-PLC. "Timeout- funktionen" upp till 100 timmar stöds.
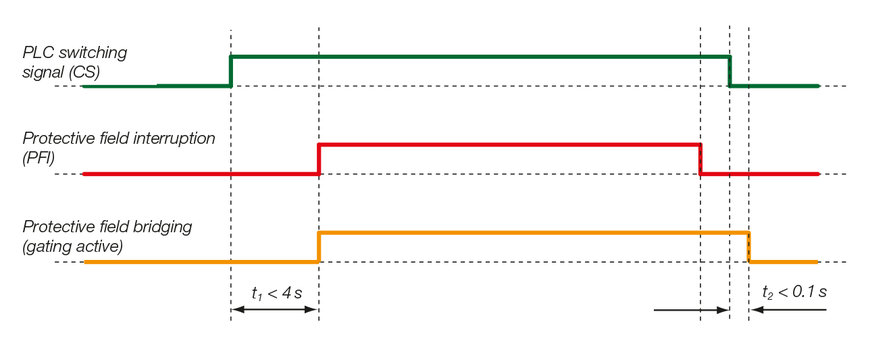
Figur 6: Signalrespons med funktionen "End by control".
Driftlägena "qualified stop" och "partial gating" är optimerade för låga transportörhastigheter, vilket är vanligt i exempelvis bilsektorn. Vid låga hastigheter kan transportbandsprocessen stoppa extremt snabbt. Eftersom SPG-processen kräver att skyddszonen avbryts högst 4 sekunder efter aktivering av omkopplingssignalen (CS), så har dessa driftlägen tilläggsfunktionen "Qualified stop/restart". Detta gör att en initierad SPG-sekvens kan avbrytas inom de 4 sekunderna (qualified stop) och sedan startas om. Processen kan därför fortsätta att fungera utan störningar, även i händelse av ett oplanerat stopp. I dessa driftlägen används två styrsignaler av antivalent typ mot PLCn. PLC-omkopplingssignalen (CS) och tidsfördröjningen (TH) (figur 7), som initierar gating-sekvensen och även styr det kvalificerade stoppet och omstarten. TH-signalen måste ändras via CS inom 0,5 sekunder. Dessa driftssätt kräver en säkerhets-PLC. "Timeout-funktionen" upp till 100 timmar stöds.
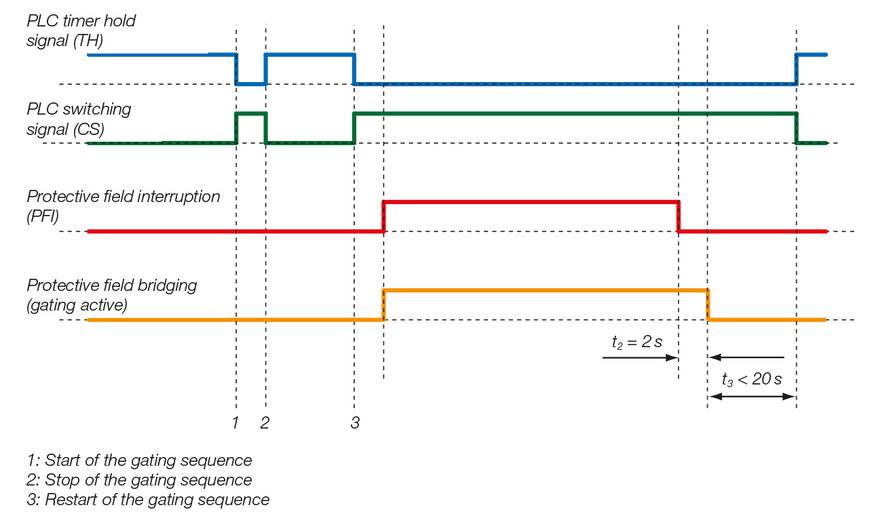
Figur 7: Signalförlopp medan transportmaterial passerar genom skyddszonen
När det gäller sekvensen motsvarar driftsläget "partial gating" driftsläget "kvalificerat stopp". Men med "partial-gating" är de fyra översta strålarna uteslutna från gatingen. Avbrott i dessa ljusstrålar resulterar alltid i avstängning av OSSD. Ljusridån kan sålunda exempelvis (figur 8) detektera en obehörig förflyttning ovanpå transportmaterial.
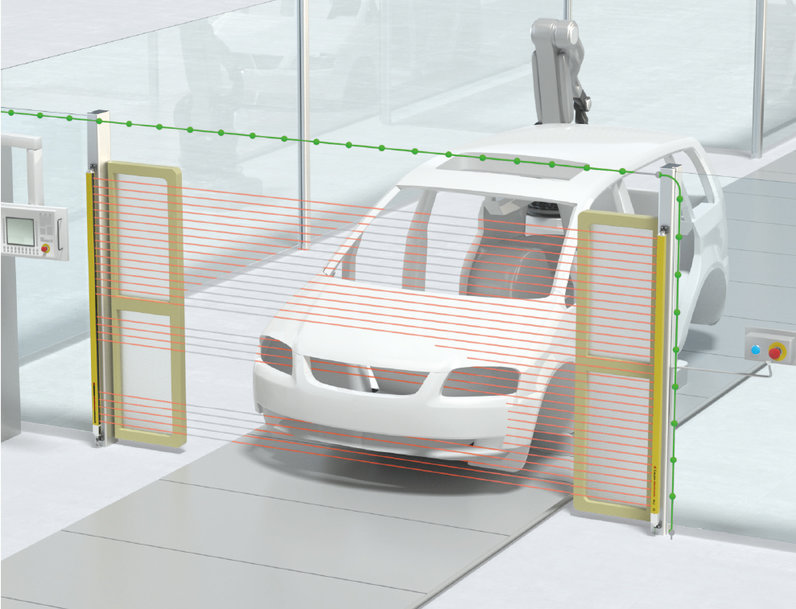
Figur 8: Exempel på tillämpningen av drifstläget "partial gating" och driftsläget "kvalificerat stopp" i bilindustrin.
Krav för uppnå en säker lösning
Integrationen av en SPG-funktion klassas som en systemlösning vad gäller säkerhetsteknik. Detta beror på samspelet mellan säkerhetsljusridån, styrsystemet och, vid behov, mekaniska element. För att göra detta behöver systemtillverkaren erfarenhet från säkerhetsdesign, eftersom tillverkaren programmerar gating-sekvensen i PLCn och därmed skapar säkerhetssystemslösningen. Tillverkaren tar därför ansvar för att implementera det övergripande systemet. Det är därför viktigt att ta hänsyn till nödvändiga säkerhetsrelaterade krav vid en SPG-installation. Dessa beskrivs i tillhörande bruksanvisning. Ett viktigt krav är att styrsystemet (PLCn) är medvetet om transportmaterialets aktuella position. PLC:n kräver information om när skyddszonen har nåtts och lämnats av transportmaterialet för att överföra nödvändiga styrsignaler till säkerhetsljusridån vid rätt tidpunkt. Detta är nödvändigt eftersom skyddszonen måste avbrytas inom 4 sekunder efter PLCns styrsignal aktiverats. Dessutom är det nödvändigt att bibehålla det maximala avståndet mellan transportmaterialet och ljusridån på 200 millimeter i början av gatingsekvensen (entry) och i slutet av gatingen (exit). Observera att styrsignalernas påverkan inte kan påverkas direkt av personer, det vill säga, de kan inte lätt mixtras med. Det finns inga speciella krav på typen av informationsinsamling. Informationen kan till exempel erhållas från kända processer eller ytterligare signalkällor.
Synkroniseringsstrålar och skyddande zonlängd
Sändaren och mottagaren till säkerhetsljusridån måste vara synkroniserade för att få en giltig skyddszonssignal. Säkerhetsljusridåns översta och nedre ljusstråle används för synkronisering, vilket innebär att de fungerar som synkroniseringsstrålar. Dessa strålar får inte brytas samtidigt under aktiv bryggning av skyddszonen (gating) i mer än 60 sekunder, så att gatingfunktionen förblir funktionell när det gäller säkerhet. I typiska intralogistiktillämpningar är gatingfunktionen endast aktiv i några sekunder, dvs. den tid som transportmaterialet behöver för att passera genom ljusridån. Eftersom denna varaktighet är betydligt lägre än de tillåtna 60 sekunderna har synkroniseringsstrålarna inga specifika krav för dimensionering av skyddszonens längd.
Synkroniseringsstrålar och skyddande zonlängd
Sändaren och mottagaren till säkerhetsljusridån måste vara synkroniserade för att få en giltig skyddszonssignal. Säkerhetsljusridåns översta och nedre ljusstråle används för synkronisering, vilket innebär att de fungerar som synkroniseringsstrålar. Dessa strålar får inte brytas samtidigt under aktiv bryggning av skyddszonen (gating) i mer än 60 sekunder, så att gatingfunktionen förblir funktionell när det gäller säkerhet. I typiska intralogistiktillämpningar är gatingfunktionen endast aktiv i några sekunder, dvs. den tid som transportmaterialet behöver för att passera genom ljusridån. Eftersom denna varaktighet är betydligt lägre än de tillåtna 60 sekunderna har synkroniseringsstrålarna inga specifika krav för dimensionering av skyddszonens längd.
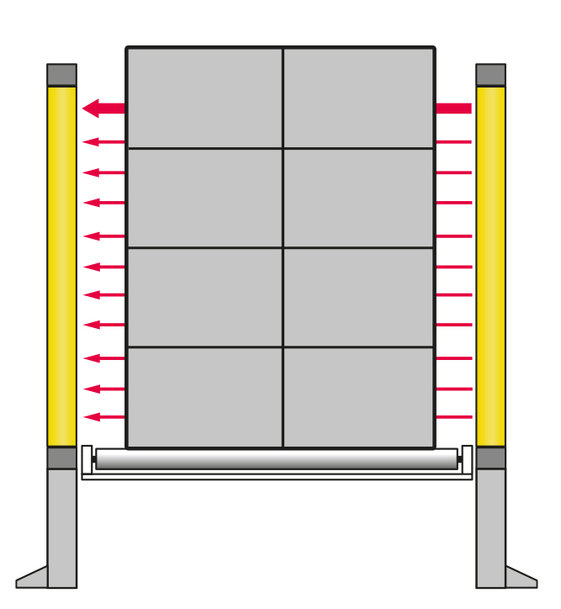
Figur 9: Arrangemang av ljusridån för gatingtider upp till 60 sekunder
Om det transporterade materialet kräver mer än 60 sekunder för att passera genom ljusridån eller om maximalt tillåtna timeoutvärden på 10 minuter eller 100 timmar ska överskridas, måste det säkerställas så att minst en synkroniseringsstråle alltid finns tillgänglig. Detta kan uppnås på två sätt:
Den översta strålen fungerar som synkroniseringsstråle. Ljusridåns höjd väljs så att synkroniseringsstrålen alltid är över det transporterade materialets högsta punkt (Figur 9 till höger). Den lägsta strålen fungerar som synkroniseringsstråle. Skyddszonen är anordnad så att synkroniseringsstrålen exempelvis ligger under transportlinjen. Genom att göra detta bryts säkerhetsljusridåns strålar delvis av transportbandet. Detta område kan döljas med funktionen "Fixed beam blanking with 1 beam tolerance" (Figur 10, till vänster).
Den översta strålen fungerar som synkroniseringsstråle. Ljusridåns höjd väljs så att synkroniseringsstrålen alltid är över det transporterade materialets högsta punkt (Figur 9 till höger). Den lägsta strålen fungerar som synkroniseringsstråle. Skyddszonen är anordnad så att synkroniseringsstrålen exempelvis ligger under transportlinjen. Genom att göra detta bryts säkerhetsljusridåns strålar delvis av transportbandet. Detta område kan döljas med funktionen "Fixed beam blanking with 1 beam tolerance" (Figur 10, till vänster).
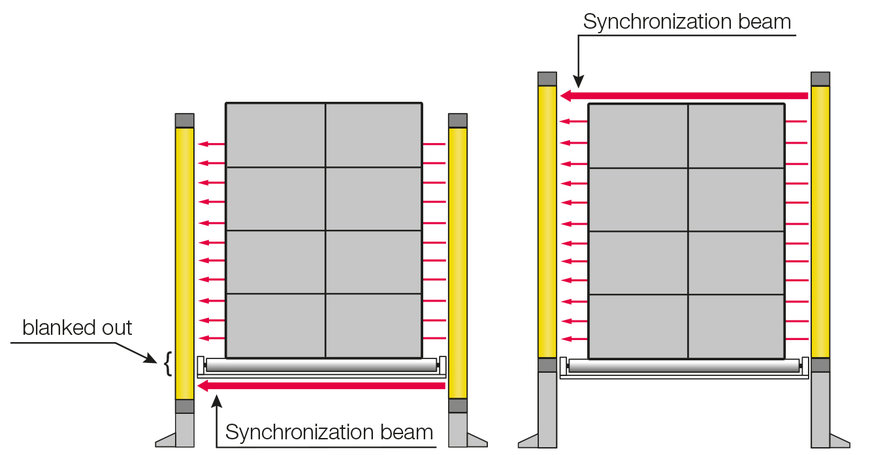
Figur 10: Applikationer med ljusridåer om gatingtid över 60 sek krävs
Standarder och specifikationer
Specifikationen för MLC 530 SPG säkerhetsljusridån är utformad i enlighet med säkerhetsrelevanta internationella standarder.
Data för sensorn är typ 4 (IEC/EN 61496), prestandanivå PL e/kategori 4 (EN ISO 13849-1) och SIL 3 (IEC 61508). Sensorerna och tillhörande dokumentation om integrationen av lösningen är oberoende certifierade. Alla faktorer som måste beaktas för att använda systemet beskrivs i bruksanvisningen
Data för sensorn är typ 4 (IEC/EN 61496), prestandanivå PL e/kategori 4 (EN ISO 13849-1) och SIL 3 (IEC 61508). Sensorerna och tillhörande dokumentation om integrationen av lösningen är oberoende certifierade. Alla faktorer som måste beaktas för att använda systemet beskrivs i bruksanvisningen
Fördelar med Smart Process Gating
• Extremt kompakt, platsbesparande systemdesign, eftersom det inte finns något behov av utrymme för muting-sensorer framför/bakom ljusridån.
• Enastående tillförlitlighet och tillgänglighet för säkerhetsapplikationen samt låga installations- och servicekostnader samtidigt (ingen installation och montage av muting-sensorer).
• Minskad risk för otillbörig påverkan av t.ex driftspersonal.
• Även objekt med öppningar samt pallar med avstånd mellan materialet transporteras pålitligt.
